/news/
新闻中心







/news/
新闻中心
新闻中心
/news/
电镀废水处理难题待解,臭氧消毒为何成环保新宠?
创建时间:2026-02-04 16:29:51
电镀废水处理难题待解,臭氧消毒为何成环保新宠?
攻克电镀废水
臭氧消毒为何成为环保新宠?
电镀废水一直是工业废水处理中的一大难题,其成分复杂,含有大量重金属、氰化物、有机物和酸性物质。若处理不当,这些废水将对环境和人体健康造成严重威胁。在各类处理技术中,臭氧消毒因其独特的优势,正成为解决电镀废水问题的关键技术之一。
电镀废水之困
电镀工业在生产过程中会产生大量含有重金属离子、有机污染物和悬浮物的废水。这些废水不仅外观浑浊,而且具有高毒性和难降解的特性,对生态系统构成持续威胁。传统处理方法如化学沉淀、离子交换、吸附等虽有一定效果,但往往无法完全去除难降解有机物,且容易产生二次污染。这使得寻找更高效、更环保的处理技术成为行业迫切需求。电镀废水的特殊性在于其成分复杂性,单一处理工艺往往难以达到理想效果。这要求处理技术不仅要有强氧化能力,还要能适应多种污染物的同时去除。

核心原理:为什么是臭氧?
臭氧被称为“超级清洁工”,它的核心优势在于强氧化性和广谱杀菌能力。
深度氧化,降解有机物
电镀废水中常含有氰化物、酚类等难降解有机物。臭氧能直接氧化这些物质,将其分解为无机小分子(如 CO₂、H₂O),实现真正的“矿化”去除[1][2]。
(1)反应快:接触时间短,效率高。(2)无二次污染:不像氯气会产生致癌的三卤甲烷。(3)矿化去除:臭氧能直接氧化这些物质,将其分解为无机小分子(如 CO₂、H₂O),实现真正的“矿化”去除。
广谱杀菌,替代传统消毒
臭氧不仅能杀灭大肠杆菌、病毒等微生物,还能破坏藻类细胞。相比紫外线,臭氧在水中溶解度更好,能保证整个水体的消毒效果。
(1)除味脱色:有效去除电镀废水中的异味和颜色。(2)协同效应:可与活性炭、催化剂结合使用,进一步提升效果[3]。(3)溶解度优势:相比紫外线,臭氧在水中溶解度更好,能保证整个水体的消毒效果。
技术对决:臭氧VS传统工艺
臭氧被称为“超级清洁工”,它的核心优势在于强氧化性和广谱杀菌能力。
基础:传统消毒 (氯/紫外线)
优点:设备便宜,操作简单。 缺点:对有机物去除率低;氯制剂可能产生副产物;紫外线穿透力弱,存在死角问题。
推荐:臭氧氧化工艺
优点: COD去除率极高(可达90%以上);杀菌彻底;出水水质稳定。缺点: 运行成本较高(电费+制氧);需配套尾气处理装置。
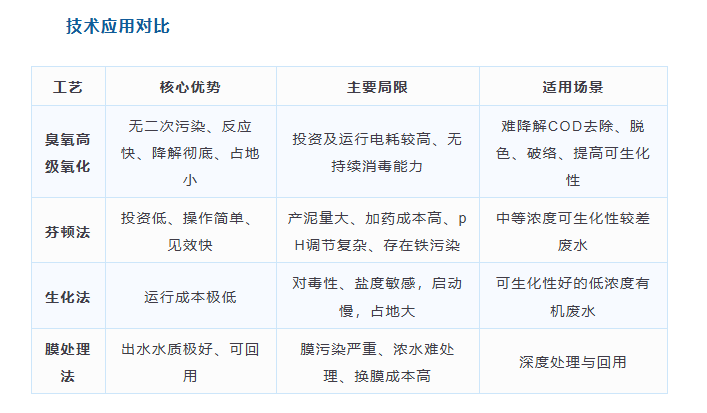
技术应用对比
核心工艺流程
在工程应用中,臭氧很少单独使用。根据处理目标(深度处理COD/色度或预处理破络提高可生化性),其核心工艺路线可以归纳为以下两条主流路径:
阶段一:深度处理/高级氧化
这是臭氧应用最广泛的场景,主要用于去除生化后残留的难降解COD、实现脱色并保障最终出水稳定达标。
核心工艺: 通常采用 “臭氧催化氧化 + 后续保障” 的组合。其中臭氧催化氧化(如 O₃/H₂O₂、O₃/UV)能高效产生羟基自由基,彻底分解复杂有机物。处理后的水再经过生物滤池或过滤,确保水质[4][5]。
商业价值:该工艺是应对 最严格排放标准(如地表水准Ⅳ类)的可靠保障,能解决传统工艺无法达标的“最后一公里”难题。
阶段二:预处理/破络提可生化性单元
为后续生化处理创造条件。
核心工艺: 采用 “臭氧氧化 + 分步沉淀”。臭氧先破坏重金属络合物(破络),释放出重金属离子[6]。随后通过分阶段调节pH值进行化学沉淀,能高效去除重金属。预处理后的废水可生化性显著提升,便于后续生化系统处理[7]。
商业价值: 该工艺适合处理含络合态重金属(如镍、铜)的废水,是提高现有系统稳定性和达标率的有效前置手段。
研究数据说话:臭氧应用效率
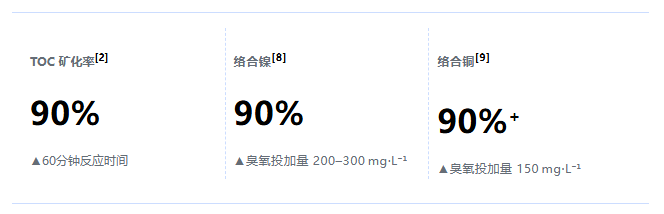
1,臭氧对含总有机碳(TOC)矿化率,络合态重金属(Ni、Cu)的去除效果:
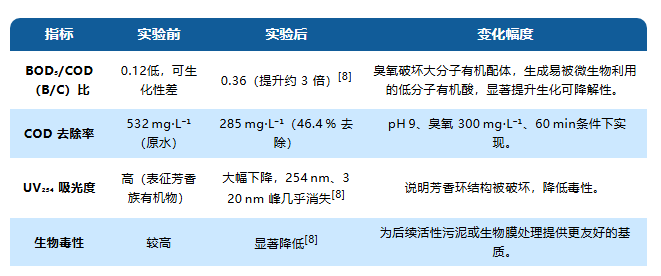
2,臭氧对废水生化可降解性的影响:
研究表明,在特定条件下(如添加催化剂或优化浓度)总有机碳(TOC)的去除率可以轻松突破 90%[1][2]。这使得臭氧成为处理高浓度有机电镀废水的首选方案之一。
去除效率:在适当的 pH(碱性)和足够的臭氧投加量(≥200 mg·L⁻¹)下,镍 的去除率可稳定在 90 % 以上,甚至 98 %‑99 %;铜的去除率在 60 min 处理后可达 65 %‑78 %,配合混凝或吸附可进一步提升至 90 %+。
生化可降解性:臭氧显著提升 B/C 比(0.12 → 0.36),COD 去除率约 45 %‑50 %,并降低 UV₂₅₄ 吸光度,表明有机配体被有效破坏,为后续 活性污泥、生物膜 或 膜分离 提供了更好的底物。
案例
01园区废水深度处理中试[6]
所在地来源:江苏某电镀园区
核心工艺组合:微纳米气泡O₃/H₂O₂
处理目标与效果:
使污水处理厂尾水从一级B标提升至《地表水环境质量标准》Ⅴ类。
关键数据与成本:COD去除率54%-58.3%,每吨水处理成本约0.86元。
02电镀化工废水处理工程[10]
所在地来源:工程实例 (2022)
核心工艺组合:预处理+生化+臭氧+生物滤池
处理目标与效果:深度处理,使出水重金属指标远优于国标。
关键数据与成本:
总镍≤0.1 mg/L,总铬≤0.1 mg/L,系统自动化程度高。
03大型工业园区项目[5]
所在地来源:山东龙口黄水河污水厂
核心工艺组合:AAO+末端(臭氧预氧化+UV/H₂O₂/O₃)
处理目标与效果:处理含电镀等复杂工业废水,从超标提标至地表Ⅳ类。
关键数据与成本:高级氧化段COD去除率56%,每吨水运行成本约0.74元。
注意事项与挑战:虽然臭氧效果好,但在实际工程落地时,必须注意以下几点:
1,前期的准备工作
水质全分析:不仅是常规指标,更要关注TOC(总有机碳)、UV254(表征有机物) 及特定特征污染物。这是设计的基础。
现场中试:强烈建议!用移动式中试设备实地运行1-2周。这是确定最佳工艺参数、打消客户疑虑、避免项目失败的最有效手段。
2,尾气处理不可忽视
臭氧具有强氧化性和腐蚀性。在发生器出口处必须设置尾气破坏装置(通常为加热分解、催化分解或活性炭吸附),确保排放气体中臭氧浓度达标,防止环境污染和人员中毒。
3,设备维护
臭氧发生器和管道极易被腐蚀,需选用耐腐蚀材料(如PVDF、不锈钢316L)。
4,接触时间
虽然反应快,但为了达到最佳去除率,需要保证足够的混合接触时间。
相关研究文献
[1]王勇,张耀宗,毕莹莹,等.α-Fe2O3 催化臭氧氧化耦合陶瓷膜处理含酚废水 [J].环境工程技术学报,2023,13(1):232-239.
[2]邴吉帅, 陈丽. Fe-Al2O3/SBA-15 催化臭氧氧化水中布洛芬[J]. 环境化学, 2024, 43(3): 828-833.
[3]武倩,涂勇,徐军,等.改性活性炭催化臭氧深度处理化工废水的研究[J].环境保护科学,2016,42(05):81-85+95.DOI:10.16803/j.cnki.issn.1004-6216.2016.05.016.
[4]罗敏健,林进宝,邓雪玉.光催化臭氧处理电镀综合废水工艺研究[J].化工生产与技术,2024,30(03):30-33+63.
[5]工程案例(2022),http://office.h2o-china.com/news/320353.html
[6]杨亚红,芦婉蒙,兰清泉,等. 微纳米气泡臭氧高级氧化工艺处理电镀废水的中试[J]. 净水技术,2021,40(2):111-117,141. DOI:10.15890/j.cnki.jsjs.2021.02.013.
[7]王成刚,陈铭,彭学良,等. AO-MBR-臭氧组合工艺处理电镀废水强化脱氮除磷[J]. 净水技术,2021,40(11):75-78,132. DOI:10.15890/j.cnki.jsjs.2021.11.011.
[8]张耀辉,高柳,徐军,等.臭氧催化氧化处理化学镀镍废水[J].环境工程学报,2020,14(02):342-348.
[9]Comparative performance evaluation of ozone oxidation and coagulation for the treatment of electroplating wastewater
[10]王嘉麟. 某电镀化工废水的处理工程实例[J]. 广东化工,2022,49(6):133-137,166.DOI:10.3969/j.issn.1007-1865.2022.06.044.